Зачем нужна обработка листового металла после резки
Любой способ раскроя оставляет след на кромке. Лазер дает тонкий наплыв и узкую зону окисления. Плазма формирует широкий цвет побежалости. Газокислородный рез работает с толстым прокатом и оставляет жесткую корку окалины. Гидроабразив дает шероховатую кромку с включениями зерна.
Если эти следы не убрать, сварные швы дают поры, краска отслаивается через пару месяцев, гибочный пресс оставляет трещины в местах концентрации напряжений. Заказчик возвращает партию из-за острых краев.
Основные дефекты после резки металла
На листе после раскроя встречаются три группы дефектов. Каждая требует своей оснастки.
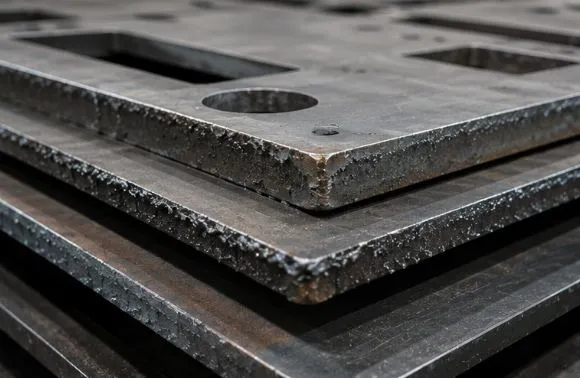
Заусенцы, грат, облой и наплывы
Заусенец появляется по нижней кромке листа в момент выхода режущего инструмента. Это тонкий тяж, который при касании рукой ощущается как лезвие. Грат – более грубый наплыв расплава после плазмы или газокислородной струи. Облой выступает с нижней стороны при некорректной подаче газа.
Эти дефекты опаснее всего по двум причинам.
- травматизм операторов при перемещении и укладке заготовок;
- помехи при сварке, гибке и нанесении покрытия.
С такими наплывами хорошо работают щеточные узлы с независимым приводом. На толстом листе применяют комбинацию из щетки и шлифовальной ленты, иначе заусенец придется снимать в два прохода.
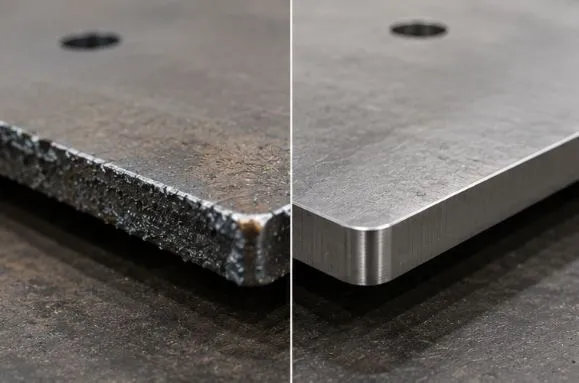
Оксидный слой, потемнение и следы термического воздействия
В зоне реза прокат нагревается до сотен градусов. Появляется окисная пленка и цвета побежалости – синие, желтые, фиолетовые полосы вдоль кромки. На нержавейке такая зона теряет коррозионную стойкость и со временем дает ржавчину.
Снимать термический след нужно тонким абразивом или нетканым полотном. Без этого шага грунт и краска не получают надежного сцепления. Защитное покрытие отслаивается, изделие уходит в коррозию.
Острая кромка, шероховатость и неровности поверхности
Острый угол после раскроя – источник травм и точек концентрации напряжений при гибке. Грубая фаска влияет на качество склейки, окраски и нанесения декоративных покрытий. Перепады по плоскости мешают позиционированию заготовки в оснастке.
Здесь работают шлифовальные модули с разной зернистостью. Сначала грубая лента снимает основной перепад, потом тонкий абразив выводит поверхность в нужный класс шероховатости.
Какие методы применяют для зачистки деталей
В цеху используют четыре подхода. Каждый закрывает свой круг работ и выбирается под партию, толщину и форму изделия.
- ручная обработка напильниками и шлифмашинками для штучных позиций;
- галтовка в барабане для мелких деталей массой до 5-10 кг;
- лазерная и электрохимическая обработка для прецизионных задач;
- проходные комплексы с щеточными и шлифовальными модулями для серии.
Промышленные станки дают лучшее соотношение скорости и стабильности на партиях от нескольких сотен заготовок в смену. Под штучные позиции из сложных сплавов мы подбираем комбинированные решения.
Ручная или автоматизированная зачистка: что выбрать для производства
Ручной труд оправдан на опытных образцах и единичных изделиях. Слесарь подгоняет кромку под чертеж, контролирует каждый миллиметр. Скорость низкая, качество зависит от усталости человека. Автоматизированная обработка выходит вперед, когда объем превышает несколько сотен позиций в смену. Линия проходит партию с одинаковым усилием и держит результат в допуске весь рабочий день.
Считать выгоду стоит не от цены машины, а от стоимости одной готовой кромки за год. В этом расчете автоматика обычно отбивается уже на втором квартале.
Как подобрать оборудование под дефекты и задачи обработки
Подбор начинается с анализа того, какие следы идут с участка раскроя, в каком объеме и на каком прокате. Дальше под этот набор подбирается компоновка.
Под тонкий лазерный наплыв подходит щеточный комплекс с двумя независимыми головками. Под плазменный валик на толстом листе нужна тяжелая линия со шлифовальной лентой. Под нержавейку добавляется отдельная оснастка от перекрестного загрязнения. Под алюминий – мокрая аспирация против взрывоопасной пыли.

Важна и толщина проката. Листовой материал 0,5-3 мм идет на компактных решениях, 3-10 мм требует усиленной рамы, от 10 мм работает только тяжелое оснащение. Мы заранее уточняем габариты, чтобы линия покрыла весь ассортимент.
Какие ошибки стоит исключить при зачистке листового металла
Чаще всего на производствах встречаются четыре типичных просчета. Их легко избежать заранее.
- экономия на аспирации, когда шлифовальная пыль уходит в воздух цеха;
- неверный выбор абразива под материал, отчего лента забивается за час;
- завышенная скорость подачи в ущерб глубине съема;
- слабый контроль износа щеток, из-за чего деталь уходит с переменной толщиной.
Каждая такая ошибка снижает ресурс расходников и стабильность партии. Мы заранее проговариваем эти моменты на этапе подбора и тестируем выбранный станок на ваших образцах. Дальше готовим коммерческое предложение, согласуем сроки поставки и сопровождаем запуск оборудования на вашей площадке.