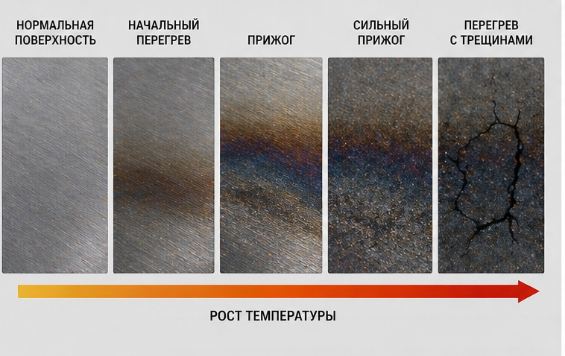
Металл перегревается постепенно и почти незаметно. Сначала меняется оттенок поверхности, затем структура материала, после – его рабочие свойства. Визуально деталь может выглядеть допустимо, но фактически она перестает работать так, как заложено в конструкции.
В этой статье разберем, откуда берется тепло при шлифовании, почему перегрев становится системной проблемой и как выстроить процесс так, чтобы он оставался стабильным и предсказуемым в серийном производстве.
Что такое прижог?
Прижог – это локальное термическое повреждение поверхности металла, которое возникает при превышении допустимой температуры в зоне шлифования. Он появляется тогда, когда тепло не успевает отводиться и концентрируется в поверхностном слое детали.
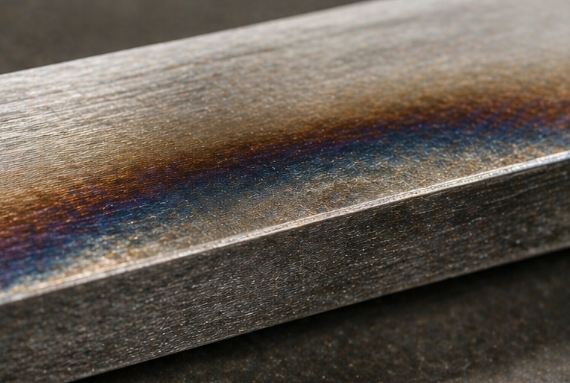
Внешне прижог может выглядеть по-разному:
- потемнение или побежалость поверхности;
- изменение цвета и оттенка металла;
- локальные пятна, полосы или участки с неравномерной текстурой.
Главная проблема в том, что внешний дефект – не самое опасное последствие. Прижог изменяет структуру поверхностного слоя: снижается прочность, падает усталостная стойкость, ухудшается коррозионная защита. Для бизнеса это означает скрытый брак, который не всегда выявляется на контроле, но может привести к отказам изделий уже у конечного заказчика.
Причины возникновения прижогов при шлифовании
Прижоги редко возникают из-за одного фактора. Чаще это сочетание нескольких ошибок в процессе.
Основные причины:
- избыточное давление инструмента на деталь;
- затупленный или неподходящий абразивный материал;
- слишком высокая скорость ленты или круга;
- отсутствие или недостаток охлаждения;
- попытка сократить количество проходов;
- нестабильная подача детали.
Каждый пункт по отдельности может не привести к браку. В совокупности они почти гарантируют перегрев.
Тепловыделение при шлифовании
Шлифование – это процесс с высоким коэффициентом трения. Почти вся механическая энергия превращается в тепло.
Источники тепла:
- трение абразивных зерен о металл;
- деформация поверхностного слоя;
- забивание абразивного материала продуктами съема.
Чем меньше площадь контакта и выше давление, тем быстрее растет температура. Если тепло не успевает уходить в заготовку или СОЖ, оно концентрируется в поверхностном слое.
Почему при шлифовании перегревается металл?
Перегрев возникает не потому, что «слишком быстро», а потому что нарушен баланс.
Ключевые факторы перегрева:
- абразив перестает резать и начинает тереть;
- контакт становится локальным, а не распределенным;
- металл плохо отводит тепло;
- оператор компенсирует низкую производительность усилием.
Особенно чувствительны к перегреву нержавеющие стали и закаленные сплавы. Они хуже отводят тепло и быстрее накапливают напряжения.
Эффекты чрезмерного нагрева при шлифовке
Перегрев влияет не только на внешний вид детали. Он запускает цепочку проблем.
Основные последствия:
- снижение твердости поверхностного слоя;
- появление трещин;
- потеря коррозионной стойкости;
- снижение усталостной прочности;
- коробление тонкостенных деталей.
Для производства это означает рост возвратов, нестабильное качество партий и увеличение затрат на контроль.
Как предотвратить и избавиться от прижогов?
Прижоги не лечат – их предотвращают. Для этого процесс должен быть управляемым.
Рабочие меры:
- использовать абразив, который именно режет, а не полирует;
- работать поэтапно, без резких перепадов зернистости;
- снижать давление вместо увеличения скорости;
- обеспечивать стабильный отвод тепла;
- поддерживать чистоту абразивной поверхности.
Важно понимать: прижог – это не ошибка оператора, а сигнал о проблеме в технологии.
Методы контроля температуры шлифовки
Контроль температуры – это не обязательно сложные системы. Даже простые меры дают эффект.

На практике используют:
- подбор режимов под конкретный материал;
- контроль состояния абразива;
- смазочно-охлаждающие составы для зоны контакта;
- автоматизацию подачи и давления;
- распределение нагрузки по ширине ленты.
Автоматизированные ленточно-шлифовальные станки позволяют держать давление и скорость в заданных пределах. Это снижает влияние человеческого фактора и делает процесс повторяемым.
Почему ручная шлифовка чаще приводит к перегреву
При ручной обработке оператор инстинктивно давит сильнее, когда хочет ускорить процесс. В результате температура растет скачкообразно.
Автоматические станки работают иначе. Давление распределено равномерно, контакт стабилен, тепло уходит предсказуемо. Для бизнеса это означает меньше брака и более короткий цикл обработки.
Как тепловые проблемы влияют на себестоимость
Каждый прижог – это не просто испорченная деталь. Это:
- повторная обработка;
- дополнительный контроль;
- расход абразива;
- потеря времени оборудования.
В серийном производстве тепловые проблемы напрямую отражаются на себестоимости изделия и сроках выполнения заказов.
HOHMAN разрабатывает и производит ленточно-шлифовальные станки с учетом тепловых нагрузок, характерных для реального производства. Мы понимаем, что перегрев – это не частный случай, а системная проблема технологии. Мы помогаем подобрать оборудование и режимы под конкретные материалы, геометрию деталей и требования к поверхности. Станки HOHMAN обеспечивают стабильное давление, равномерный контакт и контролируемый тепловой режим. Это позволяет снизить риск прижогов, сократить брак и сделать качество поверхности предсказуемым от партии к партии. HOHMAN – это гарантия высокого качества и стабильности на протяжении всей эксплуатации.